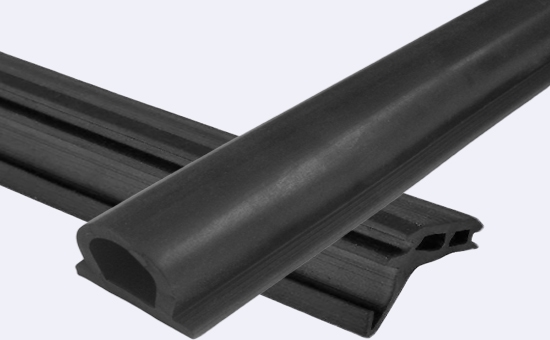
三元乙丙橡胶具备优异的耐高温、耐候、耐臭氧、耐化学药品性能等,被广泛用于各类橡胶密封条生产中。使用三元乙丙橡胶生产挤出密封条时,混炼胶半成品质量直接影响密封条成品的使用性能与使用寿命。在实际生产中,橡胶制品厂家需要根据三元乙丙胶料的加工工艺特点选择合适的混炼工艺,进一步提高EPDM挤出密封条综合性能。
1.选择开炼机混炼的技巧
三元乙丙橡胶的主链由化学稳定的饱和烃组成,简单塑炼后的EPDM橡胶分子通常不能发生断裂与降解,无法获取包辊性,需要门尼黏度值达到一定范围。
EPDM挤出密封条胶料使用开炼机混炼时,薄通辊距应调整至0.2-1mm的小辊距,在常温下薄通5-10次;混炼胶前辊温度2LLYY923控制在40-70℃之间,后辊温度控制在50-80℃;选择滴加方法进行充油;高门尼或双烯含量较高的三元乙丙橡胶混炼时,混炼温度可适当提高,混炼时间适当延长。
2.选择密炼机混炼的技巧
三元乙丙橡胶具有高温热塑性特点,在高温条件下密炼,配合物和油剂易于分散,混炼均匀性好;与开炼机相比,选择密炼机进行混炼的三元乙丙橡胶通常在高温条件、短时间内就可以获得良好的混炼效果。
一般门尼黏度高的三元乙丙橡胶生产挤出密封条时选择密炼机进行混炼。EPDM密封胶条胶料混炼时混炼温度比其他橡胶混炼温度高,可控制在160℃左右,混炼4-5min即可获得良好的混炼效果。挤出胶料多选择二段混炼,将三元乙丙橡胶、填充剂、补强剂、软化剂等均匀混合后,在第二段加入硫化体系。
为降低生产成本、提高经济效益,很多橡胶制品厂家选择在EPDM密封条中适量使用三元乙丙再生胶。三元乙丙再生胶的加工性能与EPDM原胶存在一定区别,可塑性更高,一般是将三元乙丙橡胶充分塑炼之后再与再生胶进行混炼,多选择密炼机进行混炼工序。为使混炼胶中多余气体析出、配合剂充分均匀混合,混炼胶需要进行停放冷却,挤出胶料挺性好、致密性好,保证挤出密封条顺利挤出硫化、密封条不易变形。
独家原创文章【商业授权】无书面授权禁止任何形式转载,摘抄、节选。关注鸿运橡胶:学习再生橡胶生产橡胶制品的工艺配方和原料的技术,帮您降低成本增加利润。